Эффективные меры по решению проблемы переноса алюминиевого покрытия
Правильный способ решения проблемы переноса алюминиевого покрытия: обеспечить качественную адгезию между алюминиевым покрытием и подложкой и уменьшить напряжение между каждым слоем ламинирования.
Решение | Операция |
Обеспечить качественную адгезию между алюминиевым покрытием и подложкой. | Проверьте адгезию алюминиевого покрытия: используйте ленту 3М и термосварку ЕАА для проверки перед использованием. |
Уменьшите напряжение между каждым слоем ламинирования. | |
Правильно контролируйте напряжение | |
Используйте клей правильно |
(1) Обеспечить качественную адгезию между алюминиевым покрытием и базовой пленкой.
Выбор алюминиевого покрытия с лучшей адгезией является эффективной мерой решения проблемы алюминиевого покрытия.
В реальном производстве будет выбрана усиленная металлизированная пленка, чтобы решить проблему переноса алюминиевого покрытия в тяжелых условиях. Например, при производстве улучшенной пленки ВМПЭТ пленка ПЭТ с химической обработкой покрытия используется в качестве базовой пленки для улучшения адгезии слоя алюминиевого покрытия. Но в этом случае стоимость гораздо выше. Итак, что касается общей упаковки, мы должны сначала проверить, соответствует ли качество купленной нами металлизированной пленки требованиям и стандартам.
(2) Чтобы уменьшить межслоевые напряжения ламинатов,предлагается улучшить следующие два аспекта:
① явнутреннее напряжение, вызванноеламинированныйнапряжение
Контролируйте натяжение ламината: избегайте механических напряжений, вызванных несоответствием натяжения двух подложек при ламинировании. Является ли ламинированная пленка"гофрированный"Это прямой метод определения соответствия натяжения ламината. Это означает, что поместите ламинированный образец, не отверждая его.стол для поперечной резки. Если ламинированная пленка свернулась в какую-либо сторону, это свидетельствует о том, что натяжение в этом направлении большое, и имеется"механическое напряжение"в ламинации.
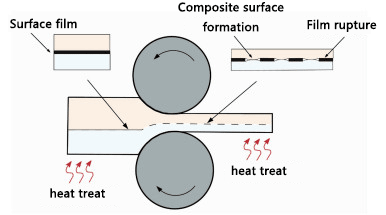
Обратите внимание на показатель горячей усадки самой ламинированной пленки:
В ходе последующего процесса термообработки разные базовые пленки будут давать разную степень усадки при соответствующих температурных условиях обработки, что приведет к напряжению термической усадки.
Есть два способа проверить степень термической усадки ламинированной пленки:
• Условия испытания на сухое тепло: поместите пленку в состояние сухого тепла при температуре150~200℃ и храните его при постоянной температуре в течение 5 минут, затем проверьте и сравните изменения усадки до и после.
• Условия испытаний с горячей водой: поместите пленку в горячую воду при температуре100℃ на 5 минут, затем выньте. Проверьте и сравните изменения усадки до и после.
Таким образом, уменьшение извитости (механического напряжения и термического напряжения) ламинированной пленки после ее обработки или отверждения может эффективно уменьшить перенос алюминиевого покрытия, вызванный напряжением между пленками.
② Адгезия и прочность на отслаивание
Обычноможет улучшитьиз следующих трех аспектов:
а. Выберите модель клея с мягким коллоидом и отличными характеристиками. руменьшить механическую нагрузку на алюминийпокрытие слой;
б. Более низкая температура отверждения: эффективно улучшает коэффициент усадки ламинирующих материалов и снижает нагрузку на слой алюминиевого покрытия;
в. Как правильно пользоваться клеем:
• Выбирайте клеи с соответствующей гибкостью и растяжимостью.
• Принять соответствующие два-упаковка клея соотношение: когда клей приготовлен,Уменьшитьколичество отвердителя соответственно, так что реакция сшивания основного агента и отвердителя снижается. также, что приводит к уменьшениюхрупкостьи стрессвламинированный фильм.
• Следите за равномерностью покрытия и количеством клея: сохраняйте минимальное количество клея, делайте его равномерным на основной пленке, избегайте образования белых пятен и пузырей при помещении в машину, чтобы уменьшить напряжение в ламинированной пленке.
• Алюминиевое покрытие и процесс склеивания: Особенно когда нет растворителя, использовать соответствующий алюминийпокрытие и процесс склеивания для повышения однородности клеевого покрытия и снижения риска появления белых пятен.
• Процесс отверждения: отверждение при низкой температуре можно использовать для уменьшения влияния чрезмерного внутреннего напряжения, вызванного высокотемпературной усадкой внутренней пленки.